In our data base of over 100,000 repairs we have seen a broad spectrum of failures. Some common failure causes include:
- Contamination
- Mishandling
- Incorrect Preload
- Overloaded
- Lubrication
- Imbalance
- Drawbar Mechanism Failures
- Statistical Bearing Failure
For some tips on how to avoid premature failure visit our Blog under “ Spindle Tips”.
Contamination
Minute particulate resulted in premature bearing failure
One of the most common types of bearing failure is contamination. Contamination includes all foreign substances as well as water. Sources of contamination include:
- Air-born in the case of air-oil lubricated spindles and fluid bearing spindles
- Ingression through seals
- Improperly stored or low quality lubricant
- Internal component failure
- Careless assembly
If an air-oil lubrication system is used, clean dry air is an absolute must for long spindle life. All air from air compressors should be dry and filtered. The lubricant must likewise be clean and free from moisture. Besides system air driers and filters, HST recommends separate coalesors (or desiccant) driers along with 0.5 micron air filters on the airline immediately ahead of the oiler.
To prevent ingression through shaft seals it is imperative that these be properly installed and maintained. Avoid directing tool coolant at shaft seals. Additionally, chips and debris should not be allowed to build up to the point of contacting the shaft seal.
Use only high quality filtered lubricant. Inspect and certify that the container and all transmission lines are uncontaminated.
To avoid “built-in” contamination, all spindle and bearing assembly should be carried out in a class 10,000 clean room.
Mishandling

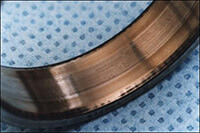
This bearing is out of a Kitamura CNC. The severe Brinelling is the result of a somewhat excessive “Z” command.
Spindles may look rather sturdy. However, the precision bearings inside rolling element spindles are very susceptible to mishandling. The bearing sets are preloaded so all forces on the shaft are transmitted through the rolling elements. Even relatively minor radial or axial impacts to the spindle shaft can cause Brinelling with subsequent rapid deterioration of the bearings condition. External vibration may cause what is referred to as “False Brinelling”. This condition also precipitates rapid deterioration. Never strike a spindle. Never transmit static force through the rolling elements. Always protect spindles from vibrations. Shafts on fluid element (air bearing) spindles should never be rotated unless the spindle is properly “floated”. When installing pulleys or other devices on the shaft always take time to properly support the shaft.
A common indication of a crash is Brinelling. Whereas false Brinelling and Brinelling that results from mishandling often requires microscopic examination to make an accurate determination. A crash often leaves indications that are very visible to the unaided eye.
Preload
Bearings must have the proper amount of preload for maximum life and optimum performance. Too much preload and the bearing will fail in a similar method to overloading. Insufficient preload and the rolling elements “skid”. Skidding also results in premature failure and poor tool performance.
Overloading
Feed rate, excessive preload, improperly sized bearings and belt tension are some of the culprits for overloading. Severe spalling in the fatigue areas of the race are often accompanied by signs of overheating.
- Doubling load reduces bearing life to one tenth.
- Doubling speed reduces bearing life by one half.
Although it is always best to size your spindle for the job, in many cases HST can retrofit your spindle for higher load and speed capacity. Most often operational parameters can be increased by using hybrid bearings. Lubrication is another factor to consider. We will be happy to provide recommendations and a quote to increase your spindle capacity.
Lubrication
The correct type and the correct amount of lubricant are critical to spindle life. Most lubrication failures in our data base are associated with Oil Mist and Air/Oil. One of the key factors with airborne lubrication systems is an adequate supply of clean dry air. HST always checks all porting and orifices on every spindle housing to verify unobstructed flow of lubricant to bearing.
Imbalance
Shaft or rotating mass imbalance not only impairs production quality it can also precipitate premature bearing failure. HST balances all shafts and rotating components to ISO 1940 G0.4
Drawbar Mechanisms
Drawbar failures include actuators, dogs, Belleville springs, gripper arms and a host of other components. HST repairs them all. Spring force is reset to OEM standards. All components are balanced and tested.
Statistical Bearing Failure
All bearings have a L10 (or B10) life. This is a statistical life span that when operated under a rated load condition 10% of the bearings will fail. Some of these bearings may fail sooner and some may fail later. In either case the bearing manufacturer expects that 90% of the bearings will still be operational after the L10 life. Most spindles are engineered for bearing life that far exceeds the L10 rating of the bearings. That having been said, there is always a non-zero statistical likelihood of any bearing failing at any time regardless of how good the installation is.
In our data base of over 100,000 repairs we have seen a broad spectrum of failures. Some common failure causes include:
- Contamination
- Mishandling
- Incorrect Preload
- Overloaded
- Lubrication
- Imbalance
- Drawbar Mechanism Failures
- Statistical Bearing Failure
For some tips on how to avoid premature failure visit our Blog under “ Spindle Tips”.
Contamination
Minute particulate resulted in premature bearing failure
One of the most common types of bearing failure is contamination. Contamination includes all foreign substances as well as water. Sources of contamination include:
- Air-born in the case of air-oil lubricated spindles and fluid bearing spindles
- Ingression through seals
- Improperly stored or low quality lubricant
- Internal component failure
- Careless assembly
If an air-oil lubrication system is used, clean dry air is an absolute must for long spindle life. All air from air compressors should be dry and filtered. The lubricant must likewise be clean and free from moisture. Besides system air driers and filters, HST recommends separate coalesors (or desiccant) driers along with 0.5 micron air filters on the airline immediately ahead of the oiler.
To prevent ingression through shaft seals it is imperative that these be properly installed and maintained. Avoid directing tool coolant at shaft seals. Additionally, chips and debris should not be allowed to build up to the point of contacting the shaft seal.
Use only high quality filtered lubricant. Inspect and certify that the container and all transmission lines are uncontaminated.
To avoid “built-in” contamination, all spindle and bearing assembly should be carried out in a class 10,000 clean room.
Mishandling
This bearing is out of a Kitamura CNC. The severe Brinelling is the result of a somewhat excessive “Z” command.
Spindles may look rather sturdy. However, the precision bearings inside rolling element spindles are very susceptible to mishandling. The bearing sets are preloaded so all forces on the shaft are transmitted through the rolling elements. Even relatively minor radial or axial impacts to the spindle shaft can cause Brinelling with subsequent rapid deterioration of the bearings condition. External vibration may cause what is referred to as “False Brinelling”. This condition also precipitates rapid deterioration. Never strike a spindle. Never transmit static force through the rolling elements. Always protect spindles from vibrations. Shafts on fluid element (air bearing) spindles should never be rotated unless the spindle is properly “floated”. When installing pulleys or other devices on the shaft always take time to properly support the shaft.
A common indication of a crash is Brinelling. Whereas false Brinelling and Brinelling that results from mishandling often requires microscopic examination to make an accurate determination. A crash often leaves indications that are very visible to the unaided eye.
Preload
Bearings must have the proper amount of preload for maximum life and optimum performance. Too much preload and the bearing will fail in a similar method to overloading. Insufficient preload and the rolling elements “skid”. Skidding also results in premature failure and poor tool performance.
Overloading
Feed rate, excessive preload, improperly sized bearings and belt tension are some of the culprits for overloading. Severe spalling in the fatigue areas of the race are often accompanied by signs of overheating.
- Doubling load reduces bearing life to one tenth.
- Doubling speed reduces bearing life by one half.
Although it is always best to size your spindle for the job, in many cases HST can retrofit your spindle for higher load and speed capacity. Most often operational parameters can be increased by using hybrid bearings. Lubrication is another factor to consider. We will be happy to provide recommendations and a quote to increase your spindle capacity.
Lubrication
The correct type and the correct amount of lubricant are critical to spindle life. Most lubrication failures in our data base are associated with Oil Mist and Air/Oil. One of the key factors with airborne lubrication systems is an adequate supply of clean dry air. HST always checks all porting and orifices on every spindle housing to verify unobstructed flow of lubricant to bearing.
Imbalance
Shaft or rotating mass imbalance not only impairs production quality it can also precipitate premature bearing failure. HST balances all shafts and rotating components to ISO 1940 G0.4
Drawbar Mechanisms
Drawbar failures include actuators, dogs, Belleville springs, gripper arms and a host of other components. HST repairs them all. Spring force is reset to OEM standards. All components are balanced and tested.
Statistical Bearing Failure
All bearings have a L10 (or B10) life. This is a statistical life span that when operated under a rated load condition 10% of the bearings will fail. Some of these bearings may fail sooner and some may fail later. In either case the bearing manufacturer expects that 90% of the bearings will still be operational after the L10 life. Most spindles are engineered for bearing life that far exceeds the L10 rating of the bearings. That having been said, there is always a non-zero statistical likelihood of any bearing failing at any time regardless of how good the installation is.